

Description
We produce high-capacity SMHC-Line lines in two model lines. Firstly, a line composed of two hammering machines with the possibility of mechanical adjustment of the line to different types and sizes of pallets and secondly a fully universal line, which is composed of three hammering machines with the advantage of quick adjustment by electric motors to different types and sizes of pallets. The capacity of the line is around 2,000 pallets per shift (8 hours). The production lines optionally include a SMOP processing line and an SMPS stacker. The high-capacity line can be assembled in various modifications according to customer requirements.
The high-capacity SMHC-Line, composed of three hammering machines, offers a solution wherever maximum versatility is required, and is designed for hammering pallets of various types and sizes.
The complete line in full equipment is composed of modules enabling efficient production of pallets with minimal line service. The versatility is made possible by the assembly of a line of three hammering machines producing each part of the pallet.
First of all, the production of the top lid on the SMPA – 3 Deck machine, which is automatically manipulated and placed on the placed cubes in the subsequent SMPA – 1 hammering machine. . The next step is to nail the lid and distribute the pallet to another SMPA – 2 hammering machine, where the bottom plates of the pallet are automatically placed using a vacuum manipulator.
After the bottom plate nailing operation is completed, the pallet goes to the machining line to trim the corners, burn the characters, and mill the bottom risers.
The last part of the line is a stacker, which allows you to choose the number of pallets in the stack and also the ability to store pallets in a stack simply on top of each other or locked together. The output from the line is stacks of pallets on the output conveyor, ready to be picked up by a forklift.
The priority of the production line is primarily the safety of the operator, low energy requirements and production accuracy, both of the nail figures and the final pallet.
Line description:
The line includes three hammering machines of modern robust construction using an electro-mechanical system for hammering pallets. The machines work with loose nails and, thanks to the electromechanical drive, they have the lowest energy input of 3.6 kWh (1.2 kWh each) in their class. The machines are equipped with a box with 10 and 12 outlets. In the pits, there is an automatic shifting and dosing of the nails to the pushing units (hammers). The boxes have a central line setting for distributing and sorting the nails of all lanes according to the use of different nail diameters. The hammering accuracy is within a tolerance of +/- 1 mm and min. nail spacing is min. 25 mm. The hammers can be adjusted to suit different nail patterns.
Description of the assembly of individual parts of the line:
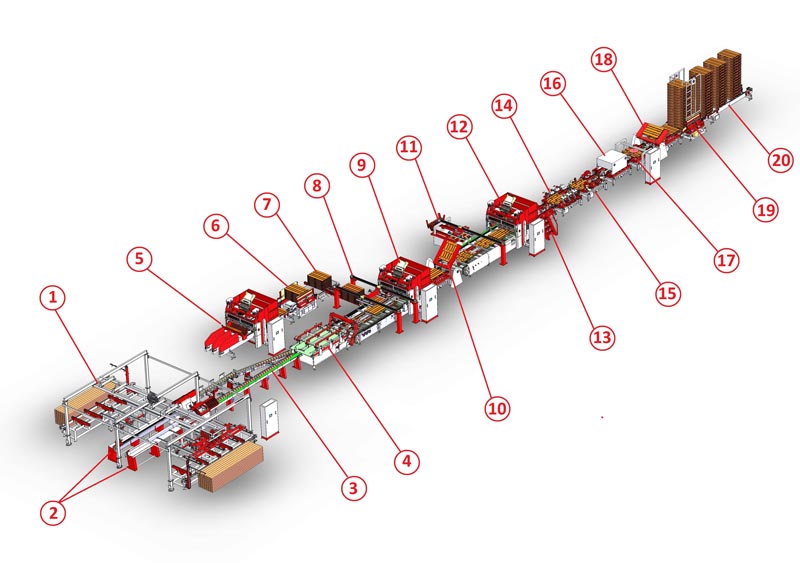
1. The vacuum manipulator is used for loading prisms on cross-input chain conveyors shortening saws. The loading process works in automatic mode and the loader operates two trimming saws. According to the assignment, it transfers the layer of prisms from the individual edges to the saw conveyors and automatically summarizes the stabilizing lintels.
2. Trimming saws are used to cut cubes. In the case of different widths of cubes on the produced pallets, each of the saws cuts one dimension of cubes. The process of loading the prisms from the cross chain conveyors into the saws works in automatic mode and the operator only sets the required length of the cube. At the output of the cutting saws, the front and rear cuttings and the remnants of the cubes are separated to a lesser extent than required. The cutting saws work with a length tolerance of +/- 1 mm. Min / Max length of input prisms 1250 mm – 4200 mm. Min / Max prism width 60 mm – 145 mm. Min / Max prism height 60 mm – 100 mm.
3. The connecting level conveyor is intended for the distribution of cubes from individual shortening saws to the sorting conveyor. The pruning saw, which supplies the middle channel of the transfer conveyor, is equipped with a fixed conveyor channel. The pruning saw, which supplies the end channels of the transfer conveyor, has a sliding conveyor channel and alternately supplies the end channels of the subsequent transfer conveyor.
5. The SMPA – 3 automatic hammering machine produces pallet lids. The operator inserts longitudinal and transverse (strip) boards into the bins. The hammering machine combes the lids in the transverse direction according to the lid size setting on the machine control panel. The machine is equipped with a box with 12 outlets. In the hammering patterns of the lid, where the nails enter only the core plate, the pattern is final with all the nails. In the figures where the nails subsequently enter the cubes of the finished pallet, only 1 piece of fixing nail is used. The hammering machine has the option of using standard convex, screw and smooth machine nails with the function of bending through nails. After the hammering operation, the lid passes into the stacker lids.
6. The lid stacker is located behind the SMPA – 3 hammering machine, which guarantees the creation of a sufficient supply of lids for subsequent palletizing machines.
7. The connecting conveyor is used to distribute the lids from the stacker to the device for inserting the lids into the hammering line.
8. The lid loading device performs the operation of grabbing the lid from the stack, turning it 90 °, moving it to the SMPA – 1 input conveyor space and placing the lid on the already set cubes.
10. The pallet turner 180 ° performs the operation of turning the pallet and inserting it into the conveyor of the SMPA – 2 hammering machine after the exit of the upper part of the pallet from the SMPA – 1 hammering machine.
11. The preparation and insertion device detects the manipulation of the lower foot plates into the hammering line. Performs the operation of placing, gripping and moving the bottom plates into the space of the SMPA – 2 input conveyor and placing the plates on the pallet cubes.
12. The SMPA – 2 hammering machine, which includes an input conveyor, transports the finished part of the upper pallet from the 180 ° turner to the space where the device for preparation and insertion places the lower plate on the pallet cubes. The input conveyor works continuously with 7 templates, which ensure accurate positioning of the pallet. In the area of loading the bottom plates and the entrance of the pallet into the SMPA – 2 hammering machine, the system of mechanical guides ensures precise positioning of the bottom plates on the pallet and then the pallet is positioned to the individual hammering steps. The machine is equipped with a box with 10 outlets. The hammering machine has the option of using standard convex and screw nails. The complete finished pallet comes from the hammering machine to the input conveyor of the processing line, where the pallet enters the character burning device.
13. The connecting stairs serve as a bridging line for a possible crossing to the other side of the line.
14. The device for burning pallet characters is used for burning max. 6 characters per palette. It is possible to select the number of burned characters. High-performance heating spirals ensure high-quality and fast character burning. If pallet marking is not required, the section can be deactivated.
15. Pallet corner trimming devices are used to trim pallet corners. If pallet trimming is not required, the section can be deactivated.
16. Pallet bottom run-in milling devices are used for milling the leading edges of bottom pallets. If pallet milling is not required, the section can be deactivated.
17. rotates 90 ° takes the pallets from the milling equipment section and performs a 90 ° rotation of the pallet to prepare the pallet for stacking and possible locking of the pallet.
18. 180 ° turner device designed for turning pallets for simple stacking and enabling the function of locking pallets into a stack. In the case of simple stacking, each pallet is turned and when the pallet locking is chosen, the pallets are locked by 180 ° in the given turner.
19. The pallet stacker allows you to stack pallets on top of each other, simply one on top of the other, or take over locked pallets 180 ° from the turner.
20. The output chain conveyor is used to balance stacks from the stacker. Pallets can be picked up by the conveyor or the front. The conveyor allows the stack to be called to the clearing position using the remote control.
Technical specifications:
- The line allows you to beat different types and sizes of pallets (2-way, 4-way pallets)
- Max. pallet dimensions 1,500 x 1,500 mm
- Min. pallet dimensions 700 x 700 mm
- The line works with all available loose nails (l = 27 – 90 mm) including EPAL nails
- Min. nail spacing 25 mm
- Tolerance max. Position accuracy of nails +/- 1 mm
- Extraction 6 x 100 mm
- Required suction speed 25-30 m / s
- Connection hr. air 0.8 MPa
- Electricity connection 400 V / 3/50 Hz
Parameters of input material for pallet production:
1 Pallets for making pallets
- minimum cube size60x60x60 mm
- maximum cube size 145x145x100 mm
2 Crossbeams
- min./max. length700 mm – 1,500 mm
- min./max. width 60 mm – 150 mm
- min./max. thickness 16 mm – 25 mm
3 Longitudinal plates (top)
- min./max. length700 mm – 1,500 mm
- min./max. thickness 16 mm – 25 mm
4 Longitudinal plates (bottom)
- min./max. length700 mm – 1,500 mm
- min./max. width 60 mm – 150 mm
- min./max. thickness 16 mm – 25 mm
Pallet parameters:
1 4-way pallet
- min./max. length700 mm – 1,500 mm
- min./max. width700 mm – 1,500 mm
- min./max. Height100 mm AlternativesWeight – 160 mm
2 2-way pallet
- min./max. length700 mm – 1,500 mm
- min./max. width700 mm – 1,500 mm
- min./max. Height100 mm AlternativesWeight – 160 mm
Nail parameters:
- types convex, screw, machine smooth
- min./max. length 30 mm – 90 mm
- min./max. shank diameter 2.5 mm – 4.2 mm
- min./max. head diameter 5.5 mm – 9 mm
Line service requirements:
1 Direct line operation
- 2 employees pos. 5
- 1 worker pos. 11
2 Indirect line operation
- 1 worker control of the production process + replenishment of nails
- 1 worker distribution of input material pos. 1,5,11 and distribution of finished pallets from pos. 20
- Delivery time: 8 – 12 weeks from the order (depends on the final version of the machine)
- Payment terms: Deposit 30% of the value of the machine and 70% before delivery of the machine
- Email: info@profixrd.sk




Reviews
There are no reviews yet.